Techniprofil
arbres à cames Infos Techniques
Contrôle des arbres à cames
Un
peu de technique de base….mais d'abord le vocabulaire
Rectifier
veut dire enlever de la matière en
effectuant un usinage à l’aide d’outil abrasif (meule). Cela se fait habituellement
sur des matériaux durs et pour
obtenir un usinage de grande précision.
Retailler
veut dire tailler une nouvelle fois ou rectifier une surface qui a déjà
été rectifiée.
Traiter
veut dire provoquer une modification de
la structure de la matière en surface ou en profondeur pour l’amener
à satisfaire les exigences de longévité.
Les traitements d’arbres à cames doivent apporter à la
matière de base des qualités de dureté et assurer un
faible coefficient de frottement (pour limiter les pertes
de performance par friction qui sont loin d’être négligeables).
Retraiter veut dire
traiter une pièce qui a déjà été traitée
antérieurement. Généralement les traitements faits sur des arbres à cames ayant déjà été
traités ne sont pas toujours
de la même nature que le traitement original. Le but est le même
que lors d’un traitement de base mais en plus, ce retraitement ne
doit pas déformer la pièce car les portées
sont forcément en cote finies et les redressages extrêmement
délicats car l’alignement des portées doit être
parfait.
« Blanchir »
est
un terme technique qui en parlant de rectification veut dire rectifier une
surface en enlevant le minimum de matière. Ce mot est souvent employé
lors de la rectification
des arbres de voitures ou motos anciennes quand l’objectif est de faire
disparaître les traces d’oxydation ou d’usure légère
sur les cames.
Le lobe de came est la bosse qui engendre le mouvement du poussoir ou du basculeur.
Le cercle de base
est la partie parfaitement circulaire qui se raccorde au lobe et qui est concentrique
aux tourillons (partie de l’arbre qui tourne dans les paliers de la
culasse) de l’arbre à cames.
Les rampes de silence
sont les zones qui raccordent le lobe de la came au cercle de base. Le but
de ces rampes sont de réduire les effets de choc, les bruits
et l’effet destructif que cela engendre) à l’ouverture et à la fermeture
des soupapes.
La loi de mouvement de
soupape exprime le déplacement d’une soupape par rapport à
la position angulaire du vilebrequin.
La vitesse de déplacement
de soupape exprime une variation de mouvement en micron, mm, cm ou mètre
par rapport au temps.
L'accélération
de soupape exprime la variation de la vitesse.
La levée de came se mesure au comparateur
(arbre sur vés ou entre-pointes) et permet d’évaluer
la levée de soupape à laquelle il faudra déduire le jeu
de fonctionnement.
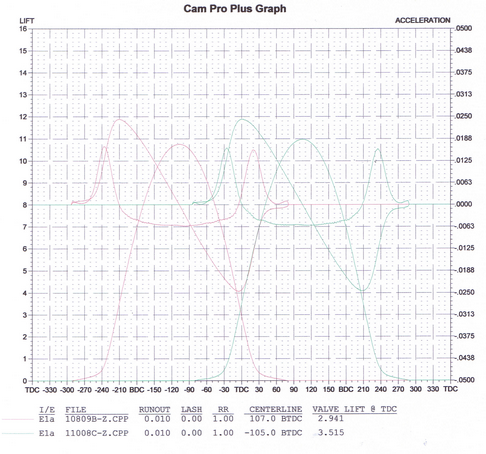
Le diagramme de distribution indique les valeurs angulaires des ouvertures
et fermetures de soupapes pour un jeu ou une ouverture théorique
donnée. Les abréviations courantes sont
| AOA | pour avance à l’ouverture des soupapes d’admission (par rapport au PMH). |
| RFA | pour retard à la fermeture des soupapes d’admission (par rapport au PMB). |
| AOE | pour avance à l’ouverture des soupapes d’échappement (par rapport au PMB). |
| RFE | pour retard à la fermeture des soupapes d’échappement (par rapport au PMH) |
| PMH | pour Point mort haut (position haute du piston). |
| PMB | pour Point mort bas (position basse du piston). |
 |
Ci-dessous
un relevé effectué sur un banc de contrôle informatisé.
 |
Ci-dessous
, l’outil indispensable pour contrôler des données
angulaires : le disque
gradué.
Pour ceux qui ne sont pas
familiarisé avec l’usage du disque gradué,
préférer le montage
« disque
fixe ». avec 1 repère mobile lié au vilebrequin
(même si la mise en place prend
un peu
plus de temps pour centrer le disque, c’est plus facile à
maitriser.
 |
Cela permet
une lecture directe des valeurs de diagramme
 |
Si la levée de soupape dépasse
10mm, il faut utiliser des comparateurs qui
Un comparateur classique (et bon marché)
peut avantageusement être
 |
 |
(idéal
pour la plupart des besoins).
La
Retaille des cames (Uniquement
pour les véhicules de compétition ou la réparation des
arbres à cames d'origine usagés).
 |
 |
|
|
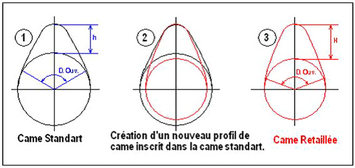
Sur
la came arrière, mise en évidence du profil de came d’origine
inscrit dans la matière de la came d’origine après rectification
(sur une ½ largeur).
|
Après toute rectification, un examen de la dureté en surface est impératif et un traitement de surface devra être effectué si nécessaire.
Principe
de base du retaillage des cames pour réparer des cames usées
sans apport de matière.
 |
 |
|
|
Principe de base du retaillage des cames pour réparer
des cames usées sans apport de matière.
|
Fabrication
d·arbres à cames
Et
un peu d’animation pour les passionnés :
|
Créateur : Gérard
Augereau |